中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
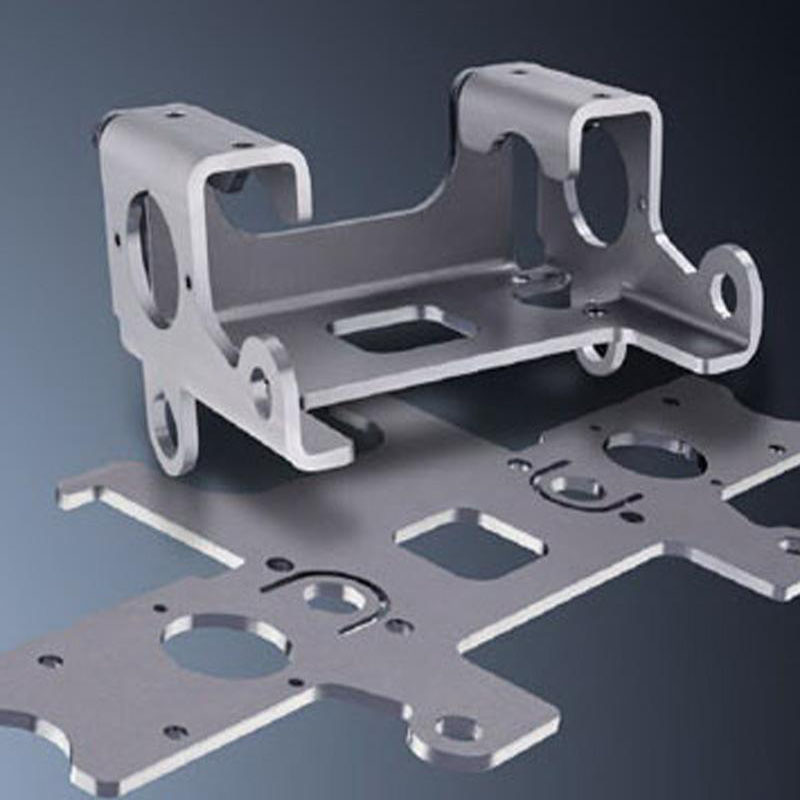
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
 热线电话:
热线电话:
138-2307-9527

中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
热线电话:
138-2307-9527

公司地址 :中山市三乡镇新圩村盛业路6号金湾工业园内的D区8幢一楼
联系电话 : 138-2307-9527
企业邮箱 : 13823079527@163.com
官方网址 :www.hdkjs.com.cn

相较于传统切割法,激光精密切割可能会略胜一筹,比如说,激光精密切割踏不仅可以开出一道狭窄的切口来,几乎没有什么切割的残渣、热影响区也小、切割噪声也小,并且材料的节省达到15% ~30%。三乡成套钣金加工激光精密切割运用范围较为广泛,由于它对被切割的材料几乎不产生机械冲力和压力,因此十分地适用于切割玻璃、陶瓷和半导体等又硬又脆的材料,加上激光光斑小、切缝窄,所以特别适宜于对细小部件作各种精密切割。激光切割机精密切割有一个典型应用就是可以切割印刷电路板PCB(PrintdCircuitsBoards)中表面安装用模板(SMTstencil)。传统的 SMT模板加工方法是用化学刻蚀法,其致命的缺点就是加工的极限尺寸不得小于板厚,并且化学刻蚀法工序较为繁琐、加工周期长、腐蚀介质污染环境。成套钣金加工哪家好采用激光加工,不仅可以克服以上的缺点,而且还能对成品模板进行再加工,特别是加工精度及缝隙密度明显优于前者,制作的费用也由早期的远高于化学刻蚀到现在的略低于前者。
做好的钣金加工,客户需求很重要,但更重要的是钣金件的品质。所以,严把质量关,在产品生产过程中,严格监督,制定监察流程,并严 格执行就显得十分重要.聚众联合钣金加工厂技术力量雄厚,公司客户覆盖全国,并远销国外及中国各地。三乡成套钣金加工要加工出品质量好的钣金件,必须严格控制,并充分了解客户的需求。钣金加工批量小,品种多,新研发的产品容易设变,如果控制不好,很容易质量上出现问题。1. 了解客户要求,当接触到新的品种或新订单时要对客户的钣金产品做一定的了解,以及了解客户对钣金产品的外观,尺寸的要求,及产品的用途。2. 了解完客户对钣金产品的要求,根据不同客户的产品选择不同的工艺,同时在工艺图纸说明注意事项:成套钣金加工哪家好如钣金件表面不能划伤等3. 工程部拿到图纸进行制作工艺图(展开图),工艺员画好的图要经过另外一个工艺员检查,检查完毕后经过签字确认后发给车间.4. 数控下料,数控下料首件要进行过全检,(数控冲,激光切割机等)下料的工件进行检查,包括尺寸,展开等.大批量生产时必须全部钣金件首件检验合 格了才能批量生产.5~9u2.折弯时要对折弯方向及折弯尺寸进行首件确认,确认完毕后开始批量生产.更换操作工或更换模具时要重新检验.5. 完成品,对焊接完成品或折弯完成品根据图纸要求对尺寸进行抽样检查,抽样检查时要对每个尺寸进行确认.同时要对外观进行全检,对不合格钣金件要及时调整,再次检查.同时填写检验报告单.6. 表面处理,对表面处理的钣金件外观进行全检.7. 发货,未通过检验的钣金件不得发货.8. 首件钣金件要求操作工报检,完成品同样有操作工报检,检验合格后有检验员签字后才能人库.如操作工不报检,此批产品没有工费.9. 虽然客户的订单急,务必保证品质第一,速度第二的钣金加工理念。

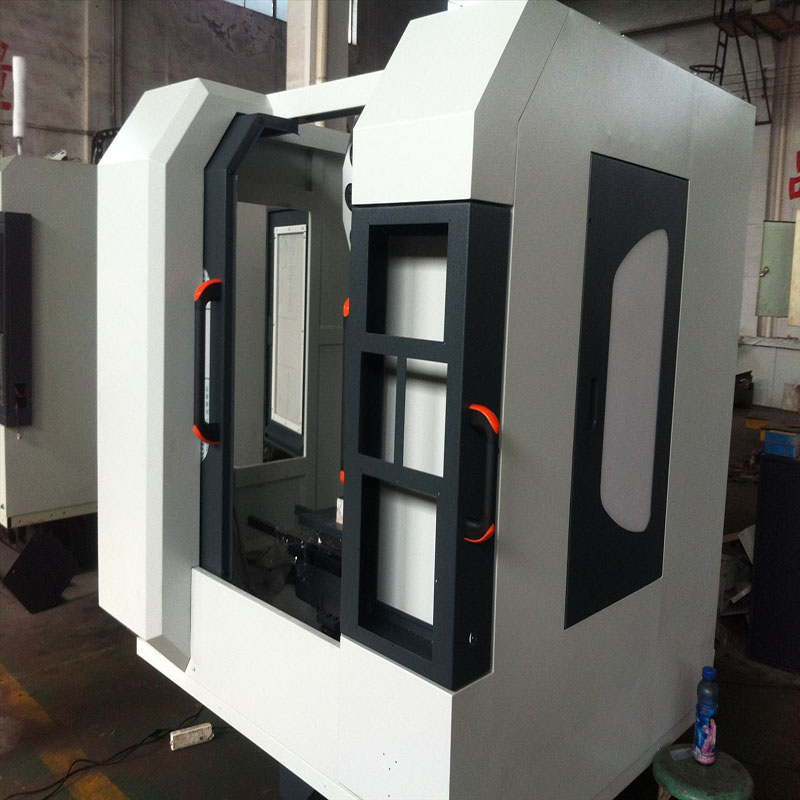
众所周知,机箱机柜的外壳都是用钣金制成的。1、钣金机柜不允许有肉眼可见倾斜或局部歪、扭现象存在。框架立柱与底座垂直度为小于1.5mm。三乡成套钣金加工检测时以底座上表面为基准,以立柱上端内沿面为测量点。2、顶框与底座平行度为小于1mm。检测点为底座上表面及顶框下表面,且互为基准。也可通过测量六面之对角线的长度,相差不得超过2.5mm来检测。有中隔板者,顶框与底座平行度可放宽至1.5mm,中隔板与顶框或底座平行度为小于1mm。3、上、下围框的对角线之差的绝对值小于1.5mm。4、立柱不能有扭曲现象,成套钣金加工哪家好各立柱与上、下围框相连的两端交接线与围框相邻平面的平行度为小于0.5mm。5、支撑插箱的滑道,同一层的左、右滑道所组成的工作面相对底座上表面的平行度为1mm,且应保证插箱装入后相邻两面板之间间隙之差的绝对值不得超过0.6mm。以上就是钣金加工中机箱机柜的外形尺寸的检验方法

钢结构,该材料用氧气切割时会得到较好的效果。当用氧气作为加工气体时,切割边缘会轻微氧化。对于厚度达4mm的板材,可以用氮气作为加工气体进行高压切割。附近成套钣金加工这种情况下,切割边缘不会被氧化。不锈钢切割不锈钢需要使用氧气,在边缘氧化不明显的情况下:使用氮气可以得到无氧化无毛刺的边缘,不需要再做其他处理。在板材表面涂层油膜会得到更好的效果,而不降低加工质量。铝尽管有高反射率和热传导性,在厚度6mm以下的铝材可以切割,这取决于合金型和激光器能力。当用氧化切割时,切割表面粗糙而坚硬。使用氮气时切割的表面平滑。因为纯铝高纯非常难切割,只有在系统上安装有特定装置的时候才能切割铝材。否则反射会毁坏光学组件。成套钣金加工哪家好钛板材用氩气和氮气作为加工气体来切割。铜和黄铜两种材料都具有高反射率和非常好的热传导性。厚度1mm以下的黄铜可以用氮气切割;厚度在2mm以下的铜可以切割,加工气体必须是氧气。只有在系统上安装有“反射吸收”装置的时候才能切割铜和黄铜。否则反射会毁坏光学组件。切割合成材料时要牢记切割的危险和可能排放的危险物质。可加工的合成材料有:热塑性塑料、热硬化材料和人造橡胶。在所有有机物切割中都存在着着火的危险(用氮气作为加工气体,也可以用压缩空气作为加工气体)。木材、皮革、纸板、可以用激光切割,切割边缘会烧焦(褐色)。
合金成份在一定程度上影响着材料的强度、比重、可焊接性、抗氧化能力和酸性。碳含量越高,材料越难切(临界值认为是含碳0.8%)。材料的基本微观结构,一般来说,组成材料的颗粒越细,切割边缘的质量越好。三乡成套钣金加工表面质量和粗糙度,如果表面有生锈区域或氧化层,那么切割的轮廓将不规则并出现许多破损点。如果要切割波纹板,就选择最大厚度切割参数。表面处理,最常用的表面处理有镀锌、聚焦镀锌、涂漆、阳极电镀或覆盖分层塑料胶片。用锌处理过的板材易于在边缘出现挂渣;对于涂漆的板材,切割质量依赖于所涂产品成份的组成。光束反射,光束在工件表面如何反射取决于基本材料、表面粗糙度和处理。一些铝合金、铜、黄铜和不锈钢板材具有高反射率的特点。成套钣金加工哪家好切割这些材料时,要特别注意调节好焦点位置。焊接时,低热传导率的材料,和高热传导率的材料相比,需要更小的功率。热影响区,激光火焰切割和激光熔化切割会导致切割材料边缘区域发生材料变异。当加工低碳钢或无氧钢时,热影响区的淬火减少了;对于高碳钢(比如Ck60),会出现边缘区域变硬的现象;对于硬轧铝合金,热影响区甚至会比其余部分稍微软一些。


