中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
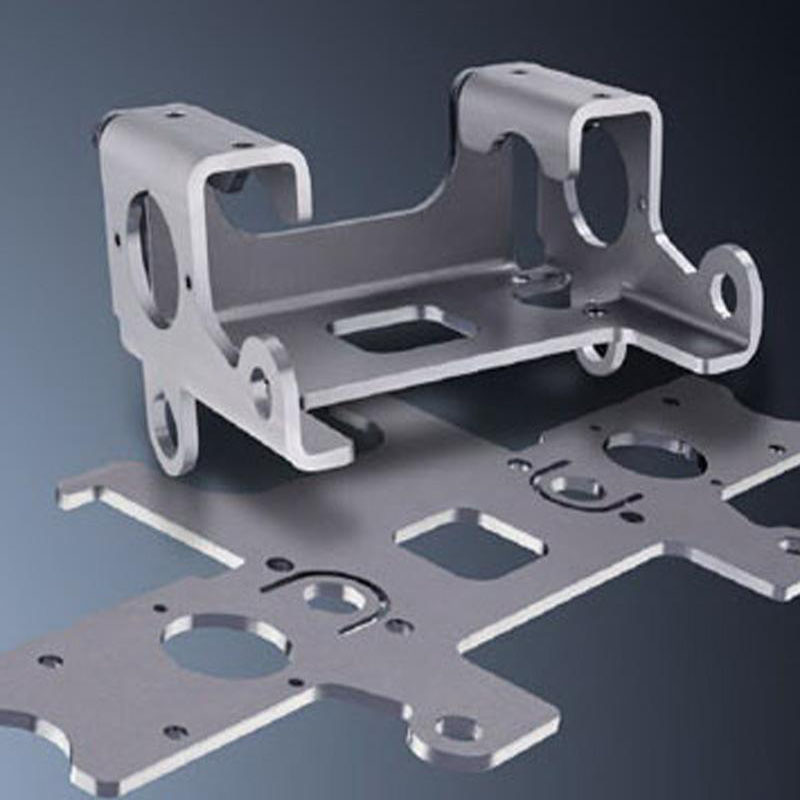
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
 热线电话:
热线电话:
138-2307-9527

中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
热线电话:
138-2307-9527

公司地址 :中山市三乡镇新圩村盛业路6号金湾工业园内的D区8幢一楼
联系电话 : 138-2307-9527
企业邮箱 : 13823079527@163.com
官方网址 :www.hdkjs.com.cn
在钣金加工过程中,数控冲床加工是一种非常受欢迎的冲压加工方式,冲压吨位的计算是非常重要的,它决定了一个钣金件的冲压效果,专业激光切割件加工今天小编就来给大家讲解一下钣金加工中冲压件的吨位计算。数控冲床使用模具为无斜刃口冲芯,计算吨位参数名称:冲芯周长(mm)、板材厚度(mm)、材料的剪切强度(kN/mm2)、冲切力(kN)。换算成公吨:用kN除以9.81。冲芯周长—-任何形状的各个边长相加 材料厚度—-指冲芯要冲孔穿透的板材的厚度 。激光切割件加工多少钱材料的剪切强度—-板材的物理性质,由板材的材质所确定。计算公式:冲芯周长(mm) ×板材厚度(mm) ×材料的剪切强度(kN/mm2)=冲切力(kN) 冲切力(kN)÷9.81=公吨

众所周知,机箱机柜的外壳都是用钣金制成的。1、钣金机柜不允许有肉眼可见倾斜或局部歪、扭现象存在。框架立柱与底座垂直度为小于1.5mm。东升激光切割件加工检测时以底座上表面为基准,以立柱上端内沿面为测量点。2、顶框与底座平行度为小于1mm。检测点为底座上表面及顶框下表面,且互为基准。也可通过测量六面之对角线的长度,相差不得超过2.5mm来检测。有中隔板者,顶框与底座平行度可放宽至1.5mm,中隔板与顶框或底座平行度为小于1mm。3、上、下围框的对角线之差的绝对值小于1.5mm。4、立柱不能有扭曲现象,激光切割件加工多少钱各立柱与上、下围框相连的两端交接线与围框相邻平面的平行度为小于0.5mm。5、支撑插箱的滑道,同一层的左、右滑道所组成的工作面相对底座上表面的平行度为1mm,且应保证插箱装入后相邻两面板之间间隙之差的绝对值不得超过0.6mm。以上就是钣金加工中机箱机柜的外形尺寸的检验方法

近日,中国科学院金属研究所成功研发一种钣金冲击液压成形技术,并研制出了基于全新原理、可用于生产的冲击液压成形设备,有望推动和提升我国航空钣金制造业发展水平。东升激光切割件加工该技术将传统铝合金板材成形过程中8道次以上的人工辅助制造过程改变为2道次的自动化生产过程,无需中间工艺热处理,生产效率提高了4倍。中科院金属研究所研究员张士宏:我们这项技术完全摒弃了人工的操作,实现了自动地靠模具来生产。这种生产技术它的效率要提高了很多,能为我们国家在航空航天钣金制造中解决很重要的一些瓶颈性难题。激光切割件加工多少钱据介绍,航空航天装备中,钣金类零件占总零部件数量的20%以上,研究团队针对新型冲击液压成形技术,成功研制出全新原理的冲击液压成形设备,可用于高强铝合金、镁合金和钛合金等材料的成形制备,有望推动和提升我国航空钣金制造业发展水平。

1、先下料,后加工的制作工艺,在开展下料时,最先须要对板才做好裁剪,依照零部件的外形尺寸规定采用剪板机对板才开展剪裁下料,随后开展数控程序的编写进到加工环节。东升激光切割件加工如图1所示的钣金件的加工,夹钳将板才夹紧稳固后开展零部件的加工,留意在开料时要对板才开展修边处置,四条边要有优良的平整度,假如要加工的板料为长410mm,宽为400mm的正方形,在一張长为2500mm,宽为1250mm的大板才上能够挤压成型出此类正方形棒料18块,材质使用率在9%下列。假如零部件单独开料的時间为30秒,则一共加工用时为9分钟。再此流程中,须要一位职工将裁剪下料后的板才置放于冲床边开展加工,单独工件的加工须要6种磨具并完成93次的冲压,再加上装卸工件的耗时,总合起來单独工件的加工须要1分钟時间。2、冲压套裁制作工艺在全部板才上开展下料,将18个零部件齐整排序开开,运用冲床的长方磨具将每个零部件独立断开分开,可是关键为了防止零部件的掉下来,也要将微联接预埋出去,使板才维持1个总体的情况。进行多次的夹紧以后,零部件中间有长方磨具的存有,要考虑到到磨具的规格也就是零部件空隙为5mm,材质的使用率在94%以下。此类制作工艺必须使用7种模具,比第一种工序多使用了一整套长方磨具。激光切割件加工多少钱在零部件联接断开的生产过程中压铸长方磨具360次,促使1件的加工冲压要超过2034次能够完成,整个过程须要12分钟的用时。此类制作工艺方式相对而言零部件精密度较低,在迂回加工的流程中易于使数控车床的上下转盘中间有卷料的故章产生,加工存有安全风险,因而在开展零部件的断开加工中最合适以低俗的情况开展。另一个由于零部件中存有微联接,加工完成后须要末期的对结合处开展毛刺的打磨解决。


