中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
 热线电话:
热线电话:
138-2307-9527

中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
热线电话:
138-2307-9527

公司地址 :中山市三乡镇新圩村盛业路6号金湾工业园内的D区8幢一楼
联系电话 : 138-2307-9527
企业邮箱 : 13823079527@163.com
官方网址 :www.hdkjs.com.cn
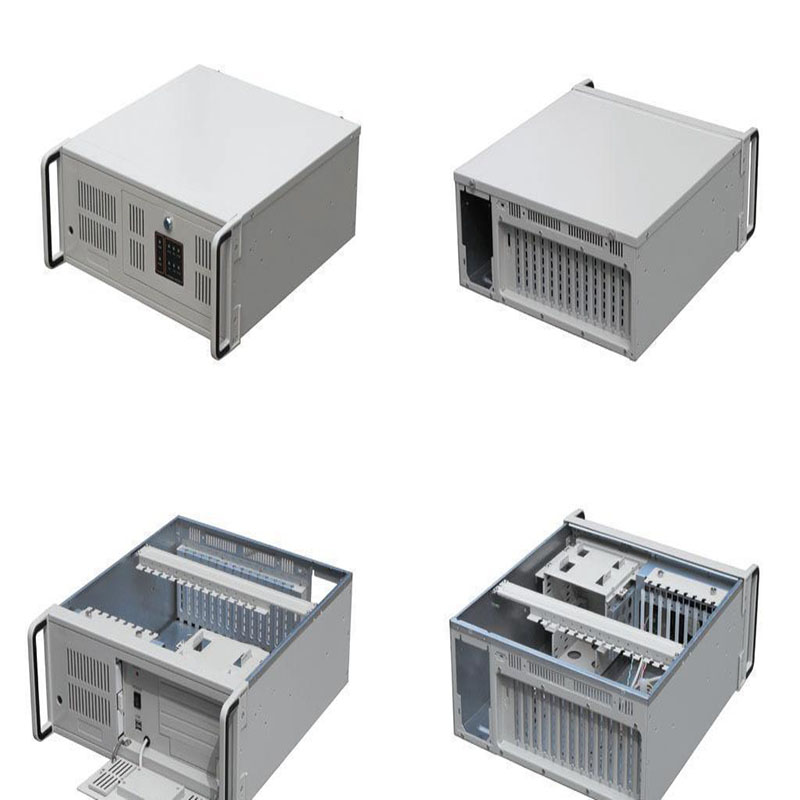
钣金机箱常用于做一些电子电器行业的产品外壳,随着经济的发展,人们对其的需求量日益增加,所以对于钣金加工行业来说也是一个福音,下面小编为您介绍钣金机箱的钣金加工工艺。恩平钣金件加工根据钣金五金结构的差异,机箱加工工艺流程可各不相同,但总的不超过以下几点一、下料:1.剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低,精度低于0.2,但只能加工无孔无切角的条料或块料。2.冲床:是利用冲床分一步或多步在五金板材上将零件展开后的平板件冲裁成形各种形状料件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。利用模具成形的加工工序,一般冲床加工的有冲孔、切角、落料、冲凸包(凸点),冲撕裂、抽孔、成形等加工方式,其加工需要有相应的模具来完成操作,如冲孔落料模、凸包模、撕裂模、抽孔模、成型模等,操作主要注意位置,方向性。二、钳工:沉孔、攻丝、扩孔、钻孔--沉孔角度一般120℃,用于拉铆钉,90℃用于沉头螺钉,攻丝英制底孔。三、翻边:又叫抽孔、翻孔,就是在一个较小的基孔上抽成一个稍大的孔,再攻丝,主要用板厚比较薄的钣金加工,增加其强度和螺纹圈数,避免滑牙,一般用于板厚比较薄,其孔周正常的浅翻边,厚度基本没有变化,允许有厚度的变薄30-40%时,可得到比正常翻边高度大高40-60%的高度,用挤薄50%时,可得最大的翻边高度,当板厚较大时,如2.0、2.5等以上的板厚,便可直接攻丝。四、压铆:主要有压铆螺母、螺钉、松不脱等,其是通过液压压铆机或冲床来完成操作,将其铆接到五金件上,还有涨铆方式,需注意方向性。五、折弯:折弯就是将2D的平板件,折成3D的零件。钣金件加工多少钱其加工需要有折床及相应折弯模具完成,它也有一定折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折。一般情况下先压铆后折弯,但有料件压铆后会干涉就要先折后压,又有些需折弯—压铆—再折弯等工序。六、焊接:焊接分为a熔化焊:氩弧焊、CO2焊、气体焊、手工焊;b压力焊:点焊、对焊、撞焊;c钎焊:电铬焊、铜丝等方式,各有优缺点。
安全重于一切,生命只有一次。钣金加工厂在作业时不仅要注意员工的安全,在操作设备时也有相对应的注意事项。恩平钣金件加工下面小编将为您介绍一下钣金加工厂作业时的一些注意事项。首先在材料方面:钣材在钣金加工时,应该留意尽量降低能耗,固然关于一项操作任务来说,降低钣材的投入量关于本钱的回收没有太大的影响,所以关于长期大量的加工量,假如能够将缩短投入和损耗作为主要目的,就能够为厂家减少更多开支,为厂家带来更多经济效益。其次在技术方面:钣金加工期间,想要到达降低投入的目的,就需求工作人员严厉遵照消费标准来完成工作流程,在每次加工之前,需求先对资料的应用状况停止审核,没有经过审批时不能够随意停止加工。钣金件加工多少钱很多加工行业所产生的糜费是由于在加工之前没有肯定好资料,所以工作人员一定要先明白加工资料的品种,并检查好资料的规格型号,做好前期准备工作能够防止在加工期间呈现失误,也能够降低废件量,工作人员平常在加工时应该留意以上这些问题。
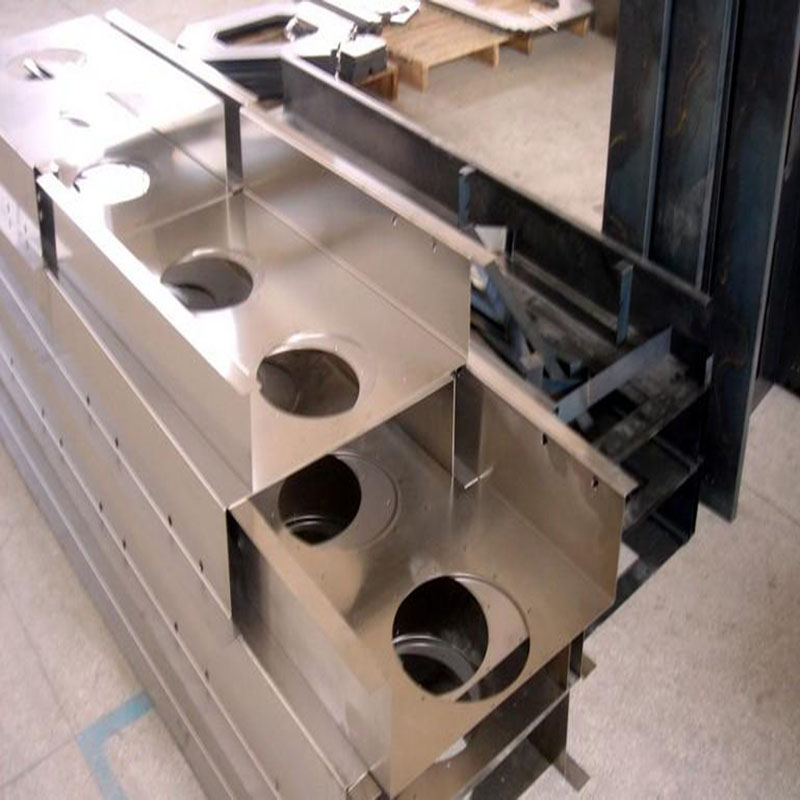
1.高速、高精度激光切割机及切割工艺,我国的数控激光切割机生产,经过近几年的发展已取得了很大成就。但与国外先进产品相比,还有较大差距,主要表现在切割机的运行速度低,动态精度差,配套功能不够,切割工艺参数不完善和切割断面质量不易保证等。恩平钣金件加工为了进一步提高产品质量和生产率,必须生产出新型的高速、高精度的激光切割机,以满足国内日益增长的生产需要,数控激光割机应具备专用切割工艺参数,配有激光专用自动编程系统及自动排料、套料系统,减少编程时间,提高板材利用率。钣金件加工多少钱数控激光切割机如安装交换工作台,则可以大大提高生产率,充分利用激光能源,降低生产成本。2.厚板激光切割技术的应用范围想着重工业的方向发展,由于大功率CO2激光器光束模式的改进和激光切割技术进步,使厚板激光切割技术的应用逐渐增加,同时由于切割工艺采用CNC控制激光切割精度高,因此,用激光切割代替等离子、氧乙炔为主的中厚板切割的趋势正迅速增长,激光切割正从轻工业的钣金加工业向建筑机械、桥梁、造船等重工业方向发展。

光纤激光切割机在长期使用的过程中存在一些或多或少的损耗,如切割速度变慢、切割精度变差等问题,很多人认为是激光器功率下降了。影响激光切割机功率下降的原因有很多,不一定是激光器的问题。下面为大家分析下光纤激光切割机功率下降的原因:首先是焦点位置,焦点位置影响切割精度,尤其是焦点光斑直径。恩平钣金件加工焦点光斑直径要尽可能的小,才能产生一道窄窄的切缝;焦点光斑直径和聚焦透镜的焦深成正比,聚焦透镜焦深越小,焦点光斑直径就越小。其次是喷嘴的距离,加工件与喷嘴的距离也影响光纤激光切割机功率下降。距离太远会造成不必要的动能浪费,距离太近会影响溅散切割产物的驱散能力,合适的距离是0.8mm.另外光纤激光切割机对表面不平整的加工件切割主要靠其随动调节来实现,运行过程中喷嘴与加工件的高度要始终保持一致。再次是切割速度,切割速度对光纤激光切割机的功率有很大影响,切割速度与光纤激光切割机的功率成正比。同时切割质量与激光束质量有关,另外还与激光束聚焦系统的特征有关,即激光束聚焦后的大小对激光切割质量有很大影响。然后是辅助气体,辅助气体和气体压力的大小对光纤激光切割机的功率也有影响,辅助气体最好使用压缩空气或者惰性气体。钣金件加工多少钱如果加工材料厚度增加或者切割速度较慢时应适当降低气体压力,使用较低的气体压力切割可防止切边霜化。最后是激光器功率,如果前4项都已经排除,才考虑是激光器功率下降。任何一台设备长时间使用后都会出现有些部件老化的现象。激光器是光纤激光切割机的最核心最重要的部件,在长时间使用后也会出现功率下降。除了以上几点外,加工材料的性能、大小以及厚薄等也会影响光纤激光切割机的功率下降。


